What is it Incomplete Penetration?
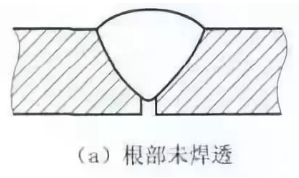
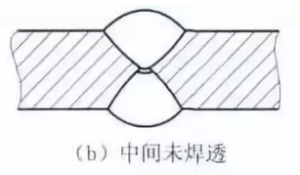
Incomplete Penetration during welding refers to the defect caused by no melting between the base metal and the weld metal does not enter the root of the joint. According to the welding method of welding parts, it can be mostly divided into root and middle Incomplete Penetration.
The root is not welded because the liquid weld metal does not enter the blunt edge of the root, most of them exist in the single side welding of the V-shaped or U-shaped groove, the middle is because the liquid metal does not enter the middle blunt edge, most of them exist in the double V or double U-sided welding.
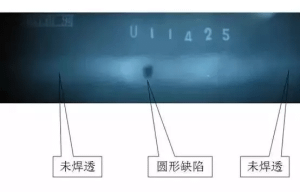
The existence of Incomplete Penetration in the weld will reduce the effective area, and seriously cause the mechanical properties of the decrease such as the strength of the welding parts. Incomplete Penetration will also cause stress concentration and seriously reduce the fatigue strength of the weld. In addition, when the weld part is in the state of bearing stress, the Incomplete Penetration weld may develop into cracks, which may eventually lead to weld cracking. The danger of no welding is greater than the defects such as pores, slag and tungsten, which belongs to the defect with great danger. The following two pictures are the submerged arc welding weld with a thickness of 8-15mm, and the whole plane weld is not broken.


Causes of Incomplete Penetration
- Material Characteristics
Some materials may have properties that make it difficult for the testing method to penetrate effectively, such as high density, porosity, or surface roughness.
- Testing Conditions
Unfavorable testing conditions, such as temperature, humidity, or surface contamination, can affect the penetration ability of the NDT technique.
- Operator Error
Incorrect application of the testing method, improper positioning, or insufficient skill level of the operator can contribute to incomplete penetration.
Techniques to Address
- Method Selection
Choosing the most appropriate NDT technique for the specific material and application is crucial. Some techniques may be more suitable for certain materials or conditions.
- Calibration and Verification
Regular calibration and verification of the testing equipment and procedures ensure accurate and reliable results.
- Surface Preparation
Proper surface preparation, such as cleaning and conditioning, can improve the penetration ability of the testing method.
- Advanced Techniques
In some cases, advanced NDT techniques or combinations of methods may be employed to overcome incomplete penetration issues.
Practice NDT – RT Film
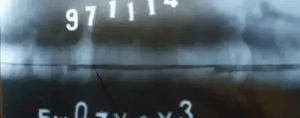
1. The typical weld is fine straight black line, and the outline of both sides of the defect is very neat, which are machining marks of the blunt edge of the groove. The width of the weld is exactly the width of the gap of the blunt edge.
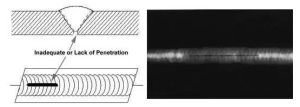
2. Sometimes the blunt edge of the groove is partially melted, the film contour becomes less neat, and the width and darkness of the defect film change locally, but as long as it can be judged to be the linear defect at the root of the weld, it is still judged to be Incomplete Penetration.
3. The projection position of the root of the weld on the penetration plate, generally in the middle of the weld, and may be like the side due to the penetration and welding deviation.
4. The defect is intermittent or continuous, and can sometimes run through the whole plate.
As shown in the above figure, the Incomplete Penetration defect is a very straight black line in the negative plate, and is in the center of the weld, which can be definitely determined as an Incomplete Penetration defect.
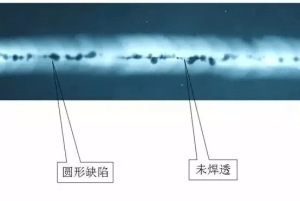
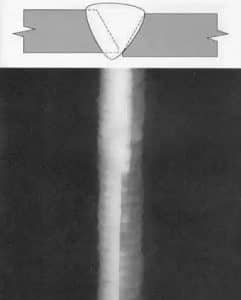
As shown in the above figure, we can clearly see that there are many circular defects (circular air holes) in the center of the weld. Then carefully, you can see that there is a black line located in the center of the weld connecting the circular defects. The black line is the unbroken film.
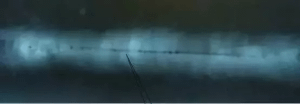
The defects in the above two drawings are located in the center of the weld, running through the whole weld, with clear outline and uniform darkness, which is a typical Incomplete Penetration defect.
Learn more our project quality managemet, QAQC and third party inspection (TPI), NDT practices thru below link.-
https://www.jsc-safe.com/17025-cnas-non-destructive-testing-ndt/