
Application of NDT Technology in Iron and Steel Industry Molten Steel through smelting, casting, rolling, heat treatment and other processes, can be obtained with different specifications of the finished product. But in the production process, steel bars are easy to appear a variety of internal and external defects, such as shrinkage, white spots, internal cracks, scarring, cracks, depression and folding. At present, the technologies used to detect the internal defects of steel bars are X-ray testing and ultrasonic testing respectively, and some of them, such as penetration testing, ultrasonic testing, magnetic flux leakage testing and eddy current testing, etc. , is the most common in the detection of surface defects. 1 Ultrasonic testing technique The ultrasonic testing technique is effective by the physical phenomenon that the sound beam entering the material is reflected at the heterogeneous interface. Because ultrasound technology can play a role not only in the detection of surface […]
jscadmin

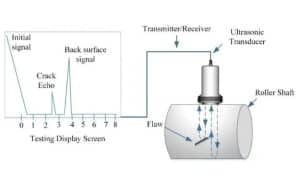
A Brief Analysis of the Procedure of Ultrasonic Nondestructive Testing 1. Principle of ultrasonic testing Ultrasonic flaw detection is a non-destructive testing method, which uses the difference of acoustic properties of materials and their defects to examine the internal defects of materials. 2. Characteristics of ultrasound The ultrasonic beam can be concentrated in a specific direction and propagate along a straight line in the medium, and has good directivity. Ultrasonic wave attenuates and scatters when it propagates in medium. Ultrasonic wave will produce reflection, refraction and wave form conversion on the interface of dissimilar medium, and the reflected wave from the defect interface can be obtained by using these characteristics. Ultrasound is much more powerful than sound. The transmission loss of ultrasonic wave in solid is very small and the detection depth is very large. inspection of parts with large thickness. 2.1 Disadvantages: It is difficult to display the defects […]
Common Methods of Weld Inspection 1. Eddy Current Eddy current testing (ET) is one of the non-destructive testing methods in industry Fast and effective detection of surface and subsurface cracks High detection rate without paint removal Wide coverage, fast scanning speed, save time Replace penetrant and magnetic particle testing 2. Industrial microscopes Check the cross section of the weld using our imaging solution All the measurements are completed in one step to realize fast detection Suitable for t-joints, lap joints and corner joints and all weld sizes Calibrate the image to obtain reliable results 3. Regular ultrasound High quality defect detection, very easy to use Its rugged, ergonomic design allows it to be used in challenging environments The intuitive interface is useful for both experienced and novice inspectors A full range of UT probes for detecting and measuring welding defects 4. Remote visual inspection Check hard-to-reach areas Best image quality […]

Methods to Prevent Welding Spatter 1. Prevention of CO2 welding spatter Using activated wire can refine metal droplet, reduce spatter and improve weld formation. The so-called activation treatment is a thin layer of alkaline earth metal or rare earth metal compounds on the surface of the welding wire to improve the ability of the welding wire to emit electrons. The most commonly used activator is cesium (CS) salts such as CSCO3, such as a little K2CO3, NA2CO3, the effect is more pronounced. The carbon content in the welding wire is limited to 0.08 ~ 0.11% . For this reason, the ultra-low carbon welding wire, such as Ho4mn2sitia, can be used. If necessary, use flux-cored wire to cover the surface of the droplet with slag to reduce spatter and make the weld in full bloom. Adding a small amount of AR gas into CO2 gas can improve the thermal characteristics and […]
10 Common Welding Problems and Solutions 1. Welding construction does not pay attention to select the best voltage Phenomenon: When welding, regardless of the backing, filling, cover, regardless of the size of groove, all choose the same arc voltage. This may not meet the requirements of the penetration, melting width, the occurrence of undercut, blowhole, spatter and other defects. Measures: Generally according to different circumstances should choose the corresponding long arc or short arc can get better welding quality and work efficiency. 2. Welding does not control welding current Phenomenon: When welding, in order to speed up the progress, for the thick plate butt weld to take no groove. The strength index drops, even can not reach the standard requirement, the crack appears in the bending test, which will make the performance of the welded joint can not be guaranteed, and pose potential harm to the structure safety. Measures: According […]

Four Position Welding Techniques 01 Backine welding Welding characteristics The molten metal falls due to gravity, and the shape and size of the molten pool can not be controlled. The surface of welding parts should not be welded flat. It is easy to have defects such as slag inclusion, non-penetration, welding tumor and poor weld formation. Melting weld metal spatter diffusion, easy to cause scalding accident. Backine welding is lower than other positions. 02 Downward welding Welding characteristics Weld metal mainly depends on the weight of the transition to the pool. The shape of molten pool and molten pool metal are easy to maintain and control. When welding the same thickness metal, the welding current at the flat welding position is larger than that at other welding positions, and the production efficiency is higher. Slag and molten pool are easy to appear mixing phenomenon, especially when welding fillet weld, slag […]
Causes and Control Methods of Welding Deformation of Steel Structure The type of deformation 1.Linear deformation Longitudinal deformation: is caused by longitudinal contraction of weld; Transverse deformation: is caused by transverse contraction of weld; 2.Angular distortion The upper layer of fillet weld has a large amount of welding and a large amount of shrinkage, so the fillet deformation is mainly caused by the uneven transverse shrinkage of the weld in its height direction. 3.Bending deformation For a t-shaped section, the contraction of the weld has an eccentricity to the center of gravity, thus bending the section upward, so the bending deformation is caused by the longitudinal contraction of the eccentricity weld. 4.Reverse the distortion In the welding process of steel structure, some special structural forms will appear wave-shaped or spiral-shaped deformation, which is called torsional deformation. Influence factors of welding deformation The main cause of welding deformation is the local […]

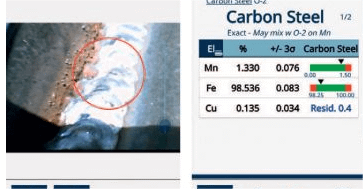
Why Low Carbon Steel can be Welded, High Carbon Steel can not be Welded Why Low Carbon Steel can be Welded, High Carbon Steel can not be Welded According to chemical composition, steel can be divided into carbon steel and alloy steel two categories. According to the chemical composition of steel can be divided into carbon steel and alloy steel two categories. Carbon Steel is divided into: Low carbon steel, carbon content less than 0.25% ; Medium carbon steel, carbon content of 0.25% ~ 0.6% ; High carbon steel, carbon content more than 0.6%. Mild steel is a kind of carbon steel whose carbon content is less than 0.25% . It is called soft steel because of its low strength and hardness. It consists of zero ordinary carbon structural steels and a portion of high-quality carbon structural steels. Medium Carbon Steel has good hot working and cutting properties and poor […]

Effects of Welding Parameters and Process on Weld Seam Effects of Welding Parameters and Process on Weld Seam: 1. The influence of welding current, arc voltage and welding speed on weld seam (1) Connect the current When the welding current increases (other conditions do not change) , the weld penetration and residual height increase, dissolve width does not change (or slightly increase) , the reasons are as follows: 1, the location of heat source moved down, and the penetration increased. The penetration depth is almost proportional to the current. With the increase of current, the melting amount of welding wire increases proportionally, and the residual height increases because the solution width is nearly constant. 3 with the increase of current, the diameter of arc column increases, but the depth of arc penetration into workpiece increases, the moving range of arc spot is limited, so the solution width is nearly constant. […]
Performance Characteristics of Large Tank Breathing Valve The function of the breathing valve Under normal conditions, the breathing valve ensures the safety and sealing of the storage tank; and also minimizes the evaporation loss of the medium in the storage tank. The breathing valve starts working under the following abnormal conditions: Working principle The breathing valve is a ventilation device ,widely used in the top of the tank, which is used to maintain the air pressure balance inside and outside the tank, and prevent the tank from sinking and warping. By controlling the exhalation pressure and vacuum degree of the tank, also reduce the evaporation loss of the medium in the tank . Therefore, the breathing valve should have two functions: releasing positive pressure and negative pressure. According to the working principle, there are three kinds: The performance comparison At present, in the domestic large storage tank, the traditional gravity […]
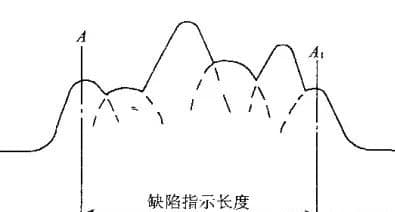
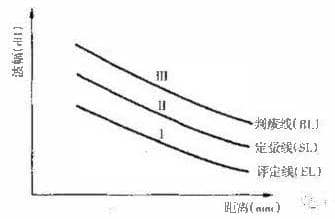
Method for Determination of Defect Length in Ultrasonic Testing Method for Determination of Defect Length in Ultrasonic Testing – When the defect size in the workpiece is larger than the beam section, the length measurement method is usually used to determine the defect length. The length measurement method is based on the defect wave height and the probe moving distance to determine the size of the defect. The defect length determined by the prescribed method is called the indicated defect length. Because the orientation, property and surface state of defects in the actual workpiece can affect the echo height of defects, the indicating length of defects is always less than or equal to the actual length of defects. The length measurement method can be divided into relative sensitivity method, absolute sensitivity method and end-point peak value method. 1. Relative sensitivity length measurement The relative sensitivity length measurement is based on […]

Introduction – Pressure Transmitter Pressure transmitters are critical components in various industrial processes, but their handling requires strict adherence to safety precautions. This comprehensive guide outlines essential precautions to ensure the safe operation of Pressure Transmitter in industrial settings. Proper Installation Procedures – Pressure Transmitter When installing pressure transmitters, it’s crucial to follow manufacturer guidelines and specifications precisely. Ensure compatibility with the application and calibrate the transmitter accurately before installation. Adhere to safety standards such as ISO 5167 for flow measurement. Handling and Transportation During handling and transportation, prioritize the protection of pressure transmitters from physical damage and environmental factors. Utilize appropriate lifting equipment and secure packaging to prevent accidents or equipment damage. Adhere to proper storage procedures to maintain transmitter integrity. Electrical Safety Measures In working with pressure transmitters, it is imperative to follow electrical safety protocols rigorously. Ensure proper grounding of […]
Factors Affecting the Quantification of Defects in Ultrasonic Testing Factors Affecting the Quantification of Defects in Ultrasonic Testing – In ultrasonic testing, it is necessary to find the location of the defect quickly and accurately, and judge its shape, size and type, the error plays a decisive role in the reliability and accuracy of the whole ultrasonic testing results. 1. Instrument effects 1) Horizontal linearity Horizontal linearity, also called baseline linearity or scan linearity, refers to the extent to which the reflected wave distance displayed on the scanning line of the flaw detector is proportional to the distance of the reflector. The level linearity of the instrument directly affects the ranging precision and the defect location. 2) Vertical linearity Vertical linearity, also known as amplification linearity or amplitude linearity, refers to the height of the reflected wave on the flaw detector screen is proportional to the received signal voltage. The […]

How to Distinguish Forging Crack, Heat Treatment Crack and Raw Material Crack? How to Distinguish Forging Crack, Heat Treatment Crack and Raw Material Crack? – Type of crack: Raw Material Crack, heat treatment crack, forging crack, etc.. Forging cracks can be subdivided into: (1) Forging crack caused by raw material defect; (2) Forging cracks caused by improper forging process. Purpose of forging: (1) Forming requirements; (2) Improve the internal structure of the material, refine the grain, uniform element composition and structure; (3) Make the material more compact, streamline distribution is more reasonable; (4) Through a reasonable post-forging heat treatment, for the next process services. Therefore, forging forging raw material internal defects is the responsibility. Large-scale castings and forgings often start from ingot forging directly. There must be a lot of casting defects in ingot, obviously, reasonable forging, can be one of the so-called”Defects” forging. Therefore, the rationality of forging process […]

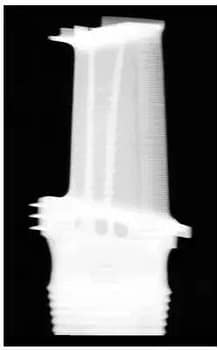
NDT Practice Ultrasonic Testing UT – Forging and Casting 1. NDT Casting Because of the coarse grain size, poor sound permeability and low signal-to-noise ratio of the castings, it is difficult to detect the defects, to detect defects by reflecting off an internal surface or defect. NDT Forging Casting The magnitude of the reflected sound energy is a function of the directivity and nature of the inner surface or defect and the acoustic impedance of such a reflector, it is therefore possible to detect the location of defects, wall thickness, or the depth of defects beneath the surface by using a variety of defects or acoustic energy reflected from the inner surface. As a widely used non-destructive testing method, the main advantages of ultrasonic testing are: high sensitivity, which can detect small cracks. Its main limitations are: it is difficult to interpret the reflected waveforms of disconnection defects with complex […]

The Brief Introduction of Cooling Tower The cooling tower,uses water as a circulating coolant to absorb heat from a system. And discharge it into the atmosphere to reduce the water temperature. Its use of water and air flow contact after the exchange of cold and heat to produce steam. And, steam volatilization to take away the heat to achieve evaporative heat dissipation. Following, heat transfer and radiation heat transfer principle to disperse industrial. or refrigeration air conditioning generated in the waste heat to reduce the water temperature of the evaporative heat dissipation device. To ensure the normal operation of the system, the device generally barrel-shaped, so called cooling tower. How it works Equipment Cooling tower an equipment that uses the contact of water and air to disperse the waste heat. General in industry or refrigeration and air conditioning through evaporation. Basic principle The basic principle of its work is: After […]

The Principle and Characteristics of Ultrasonic Testing (UT) 1 Ultrasonic Testing can be used in quality control, raw material inspection, process improvement and other aspects, but also an indispensable means of equipment maintenance. 2 The main applications of ultrasonic testing are the detection of macro-defects in the workpiece and the measurement of material thickness. According to different characteristics, ultrasonic detection can be divided into many different methods: 2.1 Classification by principle: Ultrasonic pulse reflection, Time of Flight Diffraction (TOFD) and so on. 2.2 Sort by display: A-type display, ultrasonic imaging display (b, C, D, P scan imaging, dual-control array imaging, etc.) . The ultrasonic pulse reflection method with A-type display is one of the five conventional nondestructive testing techniques, the other four are Radiographic Testing: Radiographic Testing, Magnetic Particle Testing, Penetrant Testing, and Eddy Current Testing. 3 The principle of ultrasonic testing is essentially the use of ultrasonic and material […]
Weld Inspection – Efficiency 1 Cut – Weld Inspection – Efficiency Weld Inspection – Efficiency? Generally, flame cutting, as the main cutting technique, is the removal of more manageable welds from larger structures. In this case, it is important to cut macro/micro slices through the abrasive wet cutting process and to cut them well without being affected by any thermal burns caused by the main hot cutting operation. In order to minimize the deformation caused by cutting and the risk of thermal burn of cutting surface, it is usually recommended to select the appropriate cutting wheel and cutting parameters. 2 Mosaic – Weld Inspection – Efficiency The macroscopic sections used for procedural testing were prepared without mosaic, due to time constraints, and the finish from fine grinding was sufficient for macroscopic examination. If semi-automatic preparation is chosen, a number of sample holders are required to accommodate the unmounted sections of […]
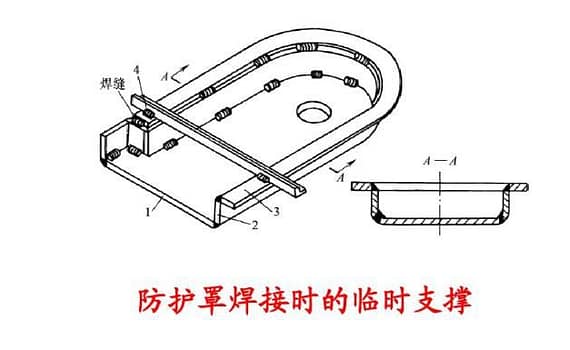
Welding Inspection of Cryogenic Pressure Vessel and Points for Attention 1. Selection of welding materials Welding Inspection of Cryogenic Pressure Vessel – The selection of welding materials for low temperature pressure vessel steel must ensure that the welding joints contain the least harmful impurities such as sulfur, phosphorus, oxygen and nitrogen, will obviously reduce the toughness of the welded joint. When the load is large at low temperature, the same requirement should be applied to the non-pressurized accessory welding joint welded with the low-temperature pressurized component, and the welding material should be selected according to the welding requirement when the load is small. Low hydrogen basic electrodes for welding pressurized or pressurized components to non-pressurized components of cryogenic pressure vessels should be selected from the shielded metal arc welding of GHT5117“Carbon steel electrodes” and GBT5118“Low alloy electrodes”. Submerged arc welding flux should choose basic or neutral flux. 2. Product welding […]

Brief Introduction of Breathing Valve The breathing valve is an equipment that not only ensures that the storage tank space is isolated from the atmosphere within a certain pressure range, but also can communicate with the atmosphere when exceeding or below this pressure range. Its function is to prevent the tank from being damaged by over pressure or vacuum, and at the same time reduce the evaporation loss of the storage liquid. The setting can not only reduce the gas emission in the tank, thereby reducing the pollution to the atmosphere, but also prevent the tank from being damaged by over pressure or destabilized by ultra-vacuum, which plays a certain role in promoting safety and environmental protection. It is mainly composed of a seat, a cover, a protective cover and two groups of opening and closing devices controlled by vacuum and pressure. The opening and closing device comprises a valve […]

Welding Quality Inspection – Sealing Test Welding quality inspection refers to the inspection of welding results to ensure the integrity, reliability, safety and usability of the welding structure. In addition to the requirements of welding technology and welding process, welding quality inspection is also an important part of welding structure quality management. This time we talk about the welding quality inspection method: sealing test. So how to detect the sealing of welded joint? In general, the following methods can be used for testing: 1. Submergence test Used for small vessels or pipes subject to less internal pressure. The vessel or pipe is filled with a Compressed air of pressure (0.4-0.5 MPA) prior to inspection, and then submerged to test the tightness, such as right leakage;. This is also a common part of the bicycle tube to check if there is a leak. 2. Water holding test The hydrostatic pressure generated […]

Purpose and Principle of Metal Hose Setting 1.The advantages and uses The metal hose has the advantages of compact structure, solid connection, good flexibility, light weight, small size, flexible bending, easy installation, corrosion resistance, good temperature resistance, no aging, high pressure, good tightness, long service life and so on, compared with rubber plastic or other materials. It has 3D compensation function. In the pipe system, it is an extremely effective element for temperature compensation, eliminating mechanical displacement, absorbing vibration and reducing noise. The use of metal hose in the design of petrochemical equipment has greatly improved the intrinsic quality of engineering design. 2.Purpose and principle 2.1 Purpose of setting the metal hose The main purpose of using metal hoses in engineering is to thermal compensate the relationship, eliminate mechanical displacement, absorb vibration, reduce noise, move flexibly, and easily change the direction of fluid movement. 2.2 Setting rules for metal hoses […]
Advantages and Limitations of Radiographic Testing 1. There is a direct record of the test results-negatives Because the information recorded on the film is very rich and can be preserved for a long time, radiography becomes a kind of real, direct and traceable detection method. 2. The projection image of defect can be obtained, and the defect qualitative and quantitative is accurate. Among all kinds of nondestructive testing methods, the relative defect qualitative and quantitative is standard. In quantitative terms, the length and width of volumetric defects (pores, slag inclusions) are also accurately determined, with an error of approximately zero mm. However, for area defects (such as cracks, non-fusion) , such as the size of defect tip (height and width of opening) is very small, the image extension on the film may be indistinguishable, and the quantitative data will be small. 3. The detection rate of volume defects is very […]

Gear Run Out Measurement Gear run out measurement is an important method used to evaluate the precision of gear manufacturing. The main purpose is to measure the radial run out and end run out of the gear to ensure the roundness and motion accuracy of the gear. Common methods for measuring gear run out are: Gear run out instrument. This method uses a gear run out instrument, a tool specifically designed to measure the integrateness of gear elements, which measures the radial run out of the gear ring, that is, the maximum run out of the probe when it is in double-sided contact with the tooth height in the groove or on the gear within a revolution of the gear. Height gauge method of measurement. The gear is installed in the gauge, the coaxiality is maintained, the height gauge is used to measure the different positions of the tooth tip, […]

Four Best NDT Methods for Corrosion under Thermal Insulation Four Best NDT Methods for Corrosion under Thermal Insulation – many literatures and data have proved that Cui is a very common and complicated phenomenon, and it is very difficult to find this kind of corrosion, and it needs a lot of time and economic cost. The corrosion under insulation layer is the corrosion phenomenon of pipeline or equipment covered by insulation layer due to the entry of water and corrosive substances. This corrosion is usually hard to detect because it is usually hidden under an insulating layer, traditionally detected by: Remove pipe surface coverings; Check the pipes; Restore the original appearance of the surface coverings. This process involves a lot of cost and logistical issues. Even cutting the cladding alone is a very time-consuming and labour-intensive process, which may be further complicated if the covering material contains asbestos and needs […]
Test Method of Transformer Test Method of Transformer 1.Check whether there are obvious anomalies by observing the appearance of the transformer. Such as whether the coil lead is broken, de-soldering. Whether the insulation material has burnt marks. Whether the core fastening screw is loose.Whether the silicon steel sheet is corroded. whether the winding coil is exposed, etc. 2.Insulation performance test. Use the multimeter R×10k stop to measure the resistance value. Between the core and the primary, the primary and the secondary, the core and the secondary, the electrostatic shielding layer and the secondary and secondary windings, and the multimeter pointer should mean that the infinite position is not moving. Otherwise, it indicates that the insulation performance of the transformer is poor. 3.Coil on and off detection. The multimeter is placed in R×1 gear, and in the test, if the resistance value of a winding is infinite, it indicates that this […]
The Necessity of Ultrasonic Testing in Welding of Metallic Materials The Necessity of Using Ultrasonic Testing in Welding of Metallic Materials – There are many problems in the welding process of metal materials, the most important of which are three aspects: internal defects, macro defects, micro defects. In order to better analyze the importance of using ultrasonic nondestructive testing, we first look at these three aspects of defects in detail. Internal defects in welding of metallic materials The internal defects of the welding structure of metal materials are: slag residue left in the weld during workpiece welding, and one is in the process of material welding. A hole formed by encasing a gas in molten metal. Another is in the workpiece welding process between the material and the formation of cracks. Macroscopic defects in welding of metallic materials The macroscopic defects of the welding structure of metallic materials are: the […]

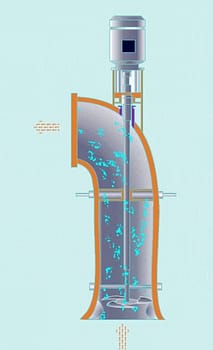
Thickener types and application fields First, horizontal thickener Horizontal thickener is a kind of thickener commonly used. It is a thickener with rotor and tank as the main components. The equipment is simple in structure, small in size and easy to use, and can be widely used in mining, chemical industry, building materials and other fields. The rotor of the horizontal thickener can be designed into different shapes according to different requirements, such as the common barrel shape, conical shape, symmetrical impeller shape and so on. At the same time, the horizontal thickener can also be designed according to different requirements, including single slot, double slot, multi-slot and so on. Second, vertical thickener The vertical thickener is another commonly used thickener. Unlike the horizontal thickener, the main component of the vertical thickener is a rotating cylinder and its internal impeller and deflector. The process of the equipment acting on the […]

NDT Test Timing of Heat Treatment Status NDT Test Timing of Heat Treatment Status – Many standards require that the timing of NDT testing be performed after heat treatment. Here are 4 common“Fires” for heat treatment. Annealing: The steel work piece is heated to 30-50 ° C above AC3 and held for a period of time to homogenize the austenite structure and refine the grains, followed by slow cooling in the furnace (or buried in sand or lime) to below 500 ° C, a heat treatment process in which air is cooled to room temperature. It can eliminate the defects of coarse structure, ferrite or carbide, composition segregation and internal stress in the workpiece during hot working. Normaliz: A heat treatment process in which a steel workpiece is heated to a suitable temperature above the critical point AC3 or ACCM for a certain period of time to achieve full austenization […]

The working principle of the stacker reclaimer Stacker and reclaimer is a kind of material handling equipment widely used in ports, docks, steel mills and power plants. It is mainly used to stack bulk materials from one place to another, or to collect and store them centrally from multiple places. The following is the working principle of the stacker reclaimer: The stacking part usually includes a rotating cantilever and a set of material handling devices. When the stacker starts stacking, the cantilever first removes the material from the yard and then delivers it to the designated stacking area via the material handling device. During the conveying process, the material is generally passed through a belt conveyor or chain conveyor and finally transported to the top of the pile area. Take-up section Take-up section usually includes a retractable scraper and a set of support devices. When the reclaimer begins to pick […]

High Carbon Steel Welding Defects and Preventive Measures As high carbon steel tends to be hardened, it is easy to appear hot and cold cracks during welding. Measures to prevent thermal cracking Control the chemical composition of the weld, strictly control the content of sulfur and phosphorus, increase the content of manganese, in order to improve the weld structure and reduce segregation. Control the cross-section shape of the weld, width-depth ratio is slightly larger to avoid segregation of the weld center. Suitable welding parameters, welding sequence and welding direction should be selected for high rigidity welding parts. When necessary, take pre-heating and slow cooling measures to prevent the formation of hot cracks. Improve the alkalinity of electrode or flux, in order to reduce the impurity content in the weld, improve the segregation degree. Prevention of cold cracking Preheating before welding and cooling after welding can not only reduce the hardness […]

Principle and Structure of Transformer Principle and Structure of Transformer The transformer is a device .which uses the principle of electromagnetic induction to change the AC voltage. The main components are the primary coil. The secondary coil and the core (magnetic core). In electrical equipment and wireless circuits, it is commonly used for lifting voltage, matching impedance, safety isolation, etc. In a generator, whether the coil is moving through a magnetic field or the magnetic field is moving through a fixed coil. The electric potential can be induced in the coil. Both cases, the value of the magnetic flux is unchanged. But the number of magnetic flux of the chain intersecting the coil is changed. Which is the principle of mutual induction. It is a device that uses electromagnetic mutual inductance to transform voltage, current and impedance. Transformer components It include the body (iron core, winding, insulation, lead), transformer oil, […]

Causes of Lamellar Tearing and How to Prevent? Causes of Lamellar Tearing and How to Prevent? Three general categories: The first one is lamellar tearing induced by cold crack at weld toe or root in haz. The second is the heat-affected zone along the inclusion cracks, is the most common engineering layered tearing. The third type of matrix crack far away from the heat-affected zone (haz) usually occurs in the thick plate structure with more MNS. There are many factors that affect lamellar tear, including: 1. The type, amount and distribution of non-metallic inclusions are the essential reasons of lamellar tearing, which is the root of anisotropy and mechanical properties difference of steel. 2. In the course of welding, the thick-wall welded structures with Z-constraint stress bear different Z-constraint stress, post-welding residual stress and load, which are the mechanical conditions that cause lamellar tearing. 3. It is generally believed that […]

Basic knowledge of electric cabinet There are two types of electric cabinet, one is the distribution cabinet, the other is the control cabinet. The composition of electric control cabinet From the perspective of structure, the electric cabinet is composed of a shell, steel structure and various mounting plates, as well as components, instruments, measurement and control devices and cables. There are partitions in the electrical cabinet. The partition includes bus compartment, component compartment, outlet compartment and so on. Compartments exist to avoid arc shock and temperature rise. We call the power transmission and control loop the primary loop, the implementation of measurement and control, data acquisition and amplification, display, information exchange loop called the secondary loop. Accordingly, the components in the electrical cabinet are also divided into primary circuit components and secondary circuit components. In addition, the primary loop is also called the main loop, and the secondary loop is […]
The Classification of Diaphragm Pumps Diaphragm pump, also known as control pump, is the evolution of the reciprocating piston pump in the 1970s on the basis of the increase of diaphragm chamber. It is a new type of conveying machinery, and it is the most novel type of pump in China. It is different from the ordinary pump class, it is the main type of actuator, by accepting the control signal output of the modulation unit, with the help of power operation to change the fluid flow, often with the power of air, electric devices, liquid media and so on. The three types of diaphragm pumps 1.Pneumatic single diaphragm pumpThe pneumatic diaphragm pump uses air as the power source, which is a positive displacement pump by the reciprocating deformation of the diaphragm. Its working principle is similar to that of the plunger pump. Pneumatic diaphragm pump has four materials: engineering […]
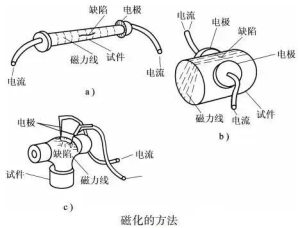
NDT – Magnetic Testing (MT) / Magnetic Particle Inspection (MPI) for Pressure Vessel NDT – Magnetic Testing (MT) / Magnetic Particle Inspection (MPI) is widely used in nondestructive testing of pressure vessels. The testing methods are as follows: The principle is: The magnetic field will be applied to the specimen, steel and other strong magnetic materials can be strongly magnetized by the magnetic field. If there is a crack on the specimen, and the direction of the crack and the direction of magnetization is right angle, then the magnetic pole appears at the crack, and magnetic leakage field is produced. When fine particles of magnetic particles enter the leakage field, they are attracted and left behind. Because the leakage magnetic field is wider than the crack, the accumulated magnetic powder can be easily seen by the naked eye. When the magnetization is high enough, even if the crack is very […]
Differences Between Centrifugal Pump and Axial Flow Pump? What is the differences between these two kinds of pump?Centrifugal pump and axial flow pump have a wide range of applications in industry, here to introduce the difference and application of the two pumps. In general, centrifugal pumps are suitable for high head and small flow situations, while axial flow pumps are suitable for large flow and low head situations. Learn more our project quality managemet, QAQC and third party inspection (TPI), NDT practices thru below link. https://www.jsc-safe.com/practice-article-blog/

What are the Welding Appearance Inspection Items? Weld is the bonding part of a welded piece. Weld can be generally divided into: flat weld, fillet weld, one-sided weld, one-sided weld double-sided shaped weld. The welds can also be divided into butt welds and fillet welds according to their own cross-sectional forms. Butt Welds: no penetration of the butt welds stress is very small, there is a serious stress concentration, penetration of the butt welds referred to as the butt welds. Fillet Weld: the connection plate edge need not finish processing, plate seamless, weld metal directly filled in the two pieces of welding form right angle or bevel in the region. The Weld appearance inspection can guide welders and welding inspectors to ensure the whole work and project welding quality. Welding appearance inspection items 1. Various welding defects Undercut: Groove or dent in base metal of weld toe due to improper […]

How to measure the compression for Mechanical Seal of Double Support Centrifugal Pump? Step 1: Measure the distance between bearing box and suspension contact surface and bearing box and bearing skin end face. a. Use a depth rule from the contact plane between the bearing box and the gland to the contact plane between the bearing box and the end face of the bearing skin (e.g.; Distance is 109.4mm minus vernier caliper thickness 4mm=105.4mm). b. Use vernier calipers to measure the contact plane between bearing and gland to the contact plane between bearing box and suspension (e.g.; Distance is 115mm minus depth gauge thickness 5mm=110mm).The number of a is 105.4mm and the number of b is 110mm= the distance between bearing box and suspension contact surface and bearing box and bearing skin end surface is 4.6mm. Step 2: Install the shaft sleeve and moving ring on the shaft. The purpose […]

How to measure the compression of mechanical seals? Sealing compression measurement steps:Before measuring the compression of the seal, it is necessary to understand the phase position relationship of each part of the seal to avoid calculation errors in the measurement process. Measure the dimensions of the bushing positioning table to the sealing surface Measurement of gland positioning surface to static ring sealing surface Pay attention to the selection of measuring points when measuring, generally more than 3 points should be measured symmetrically; Measure gland sealing surface to positioning table dimensions When measuring the gland to the sealing surface, it is generally necessary to measure more than 3 points symmetrically; When the measurement data difference is too large, check whether the gland is deformed or corroded;Checking whether the static ring installation is in place is the basic element to ensure the accuracy of measurement data; Measure the dimensions from the bushing […]

Expansion Joint As a kind of elastic compensation element, expansion joint has the advantages of reliable operation, good performance and compact structure. Expansion joint widely used in chemical industry, construction, water supply, drainage, petroleum, light and heavy industry. Refrigeration, health, water heating, fire protection, electric power and other basic engineering fields, playing an important role in people’s life. What is an expansion joint The expansion joint have another name: the compensator. It is a flexible structure set on the container shell or pipe to compensate for the additional stress. As the temperature difference and mechanical vibration. Expansion joints There are two kinds of expansion joints: metal expansion joints and non-metal expansion joints.Below, please compare the performance difference between metal expansion joints and non-metal expansion joints with Xiaobian, so as to have a more in-depth understanding of expansion joints. As an important category of non-metallic expansion joints, rubber expansion joints have […]

Analysis of the Types and Basic Characteristics of Welding Cracks With the development of steel, petrochemical industry, ship and electric power industry, the welding structure tends to be large-scale, large-capacity and high-parameter, some also work in low temperature, cryogenic, corrosive media and other environments. Therefore, all kinds of low-alloy high-strength steel, medium and high-alloy steel, super-strength steel, as well as a variety of alloy materials are increasingly widely used. However, with the application of these steels and alloys, there are many new problems in welding production, and the most common and serious one is welding crack. Cracks sometimes occur during welding, sometimes during placement or operation, and so-called delayed cracks. Because this kind of crack can not be detected in the manufacture, the harm of this kind of crack is more serious. There are many kinds of cracks in welding process. According to the present research, according to the nature […]

Why Close or Open Gate Ralve Half Turn? First, the basic structure of the gate valve. The gate valve is a kind of lift by the gate to cut off the slurry, with simple structure, wear resistance, good sealing, easy operation and so on. Its basic structure includes valve body, gate plate, packing, movable bearing and manual device. Second, why should the gate valve return half a circle. 1.the closing and opening of the gate valve need to be completed by the movement of the gate, and the opening or closing of the gate needs to be rotated at a certain Angle. The half turn is to ensure the tightness and stability of the valve. 2.at the same time, the steel material has a certain elasticity, and the half circle is to prevent exceeding its elastic deformation range, resulting in screw damage. Third, the role of half a circle. 1.Ensure […]

Classification and Working Principle of Steam Trap With the continuous improvement of people’s awareness of environmental protection, energy conservation and emission reduction have become a hot topic of social concern. The trap is a kind of energy-saving equipment came into being under this background, it can reduce the system pressure, reduce the energy loss, for the enterprise to bring considerable energy-saving benefits. This paper will introduce and analyze the principle, type and selection of trap. First, the principle of steam trap Steam trap is an automatic control valve, the main role is in the steam pipeline and equipment, timely elimination of condensate to ensure the stable operation of the system. The working principle of the trap is based on the physical law – the principle of thermodynamics. When the steam passes through the pipe, its temperature is higher than the surrounding environment, so it will emit heat, and the temperature […]
The Oil Circuit Cleaning Frequency of Compressor Ensure the safe operation of turbine compressor units, the oil circuit must be clean and free of impurities. Because even a small amount of impurities into high-speed running bearings, seals, regulating valves and turbine bearings and governors that share a single oil system may cause serious failures. Burn out the bearings, make the regulating valves and governors fail, and endanger the safe operation of the entire unit. Therefore, the newly installed oil circuit system must be carefully cleaned.First to remove the oil, iron filings, welding slag, oxides, dust and other impurities in the pipeline and its accessories. Ensure that the oil circuit is smooth. The regulating mechanism is accurate and sensitive. The unit is safe to operate. After each deep inspection of the machine, the oil system should also be cleaned. The oil circuit cleaning method The oil circuit cleaning method is generally […]
What is it Incomplete Penetration? Incomplete Penetration during welding refers to the defect caused by no melting between the base metal and the weld metal does not enter the root of the joint. According to the welding method of welding parts, it can be mostly divided into root and middle Incomplete Penetration. The root is not welded because the liquid weld metal does not enter the blunt edge of the root, most of them exist in the single side welding of the V-shaped or U-shaped groove, the middle is because the liquid metal does not enter the middle blunt edge, most of them exist in the double V or double U-sided welding. The existence of Incomplete Penetration in the weld will reduce the effective area, and seriously cause the mechanical properties of the decrease such as the strength of the welding parts. Incomplete Penetration will also cause stress concentration and […]
The Importance of Visual Testing (VT) in Steel Structure Welding Quality Inspection The Importance of Visual Testing (VT) in Steel Structure Welding Quality Inspection – With the unique advantages that traditional civil structures do not have, steel structures have developed rapidly, involving more and more different types of buildings, such as bridges, high-rise buildings, stadium, etc. . Welding is an important technology of steel structure component connection. The quality of welding will directly affect the strength and safety of steel structure. The welding quality of steel structures can be tested by different non-destructive testing methods, such as ultrasonic testing and radiographic testing to detect internal defects in welds, magnetic particle inspection, penetration inspection and visual testing are used to detect weld surface and near-surface defects. The importance of visual testing in welding quality inspection of steel structures is described. In the weld inspection, visual testing is often ignored by the […]
Common Crack Types of Pressure Vessels and Pipelines and their NDT Techniques Common crack types of pressure vessels and pipelines: Stress corrosion cracking Stress corrosion crack is a common type of crack, which is related to the interaction of internal and external stress and corrosion medium. Common in the boiler steam pipe and container seat, mainly tied in the pipeline outside. When the pressure on the outer surface of the pipeline exceeds the stress limit of the region, it will inevitably lead to the external deformation and cracking of the pressure pipeline. Mechanical Fatigue Crack Mechanical fatigue cracks are common in rotating machinery parts such as impeller, blade and shaft in boiler auxiliary system. This kind of crack mainly includes two stages, namely, the early stage of long crack propagation and the late stage of tangential crack formation. Therefore, the formation of mechanical fatigue crack is related to the running […]

Five Steps to Calibrate Magnetic Testing (MT) Equipment Five Steps to Calibrate Magnetic Testing (MT) Equipment – There are many kinds of magnetic particle testing equipment, from small portable magnetic detector to wet horizontal magnetic detector to high current fixed magnetized power supply for large structures. If you follow ASTM E1444, ASTM E3024, ISO 9934, or NADCAP AC7114/2, you must calibrate your equipment every six months. No matter what type of magnetic particle testing equipment is used, five-step method can be used for equipment calibration. Step 1: verify the standard instrument to be used 1.This work requires standard reference instruments: shunts, ammeters, and excitation timers. Different instruments have different control configurations. Refer to the specification of the standard reference instrument for detailed operating procedures. 2.Check the calibration dates of these standard reference instruments-have they been calibrated in the past 6 months? 3.How much data do you need to test and […]
Troubleshooting and Solutions for Pump Failure to Discharge Water The reason why the pump failure to discharge water is analyzed as follows: 1.There is air in the water inlet pipe and pump 1) The pump is not filled with enough water before starting, sometimes it seems that the water has been flooded from the vent hole, but the pump shaft is not rotatedThe gas is completely discharged, resulting in a little air remaining in the intake pipe or pump body. 2) The horizontal section of the water inlet pipe in contact with the water pump should have a downward slope of more than 0.5% in the direction of the reverse flow, and connect the water pump inletOne end is the highest, not completely level. If it is tilted upward, the intake pipe will retain air, reducing the water pipe and pumpThe vacuum degree affects water absorption. 3) The packing of […]
What are the Ultrasonic Testing (UT) Methods? Ultrasonic Testing (UT) Methods – Sound is a physical phenomenon, although its instantaneous existence is very obvious, but it does not cause any permanent changes. This is why sound (low energy) is ideal for nondestructive testing, where the state of the object under test is determined by obtaining accurate information. For this purpose, a method is needed that produces a definite reaction within the subject without changing its state. “Passivity” is the most important feature that sound is required for material testing. 1. Passive acoustics is also used in the special field of acoustic emission, in which sound waves are generated internally by spontaneous changes in material conditions. Sound waves are mechanical waves and therefore need to act as a medium for conducting them. Whether it is a solid, a liquid, or a gas, each material can be evaluated for its particular effects […]

Pressure Vessels, Tanks, Skids – Fabrication: An Insight into the Process and Key Considerations Pressure vessels and tanks are essential components in various industries, such as petrochemical, refining, chemical processing, and power generation. These vessels and tanks are designed to store fluids or gases under pressure and must, therefore, be fabricated with utmost precision and care. In this article, we will delve into the fabrication process of pressure vessels and tanks, highlighting the key points that need to be considered during the process. What are Pressure Vessels & Tanks? Pressure vessels and tanks are closed containers designed to hold fluids or gases at a pressure higher than the ambient atmospheric pressure. They are made from various materials, including steel, stainless steel, and alloys, depending on the specific application and the type of fluid or gas they are designed to hold. These vessels and tanks come in a range of […]

Cause Analysis and Solution of Digital Multimeter Value Jumping Cause Analysis and Solution of Digital Multimeter Value Jumping In the process of motor maintenance and inspection, it is a common method to measure the resistance value of motor winding with digital multimeter. However, sometimes the digital multimeter will encounter the problem of numerical jumping when measuring, and can not obtain stable measurement results, which brings trouble to judge. This paper will analyze the reasons of numerical jumping when the digital multimeter measures the resistance value of the motor from many angles, and give the corresponding solutions. The motor has not completely stopped running When the motor stops, due to the remanent magnetic action of the rotor, the induction voltage will pulsate in the motor winding. This induced voltage interferes with the measurement of the digital multimeter, causing the value to jitter. To solve this problem, the motor spindle can be […]
How to Explain the Cause of the Welding Defects on the Negative Plate 1. Common welding defects can be classified into four categories: 1) Weld size does not meet the requirements: such as ultra-high, ultra-wide, too narrow, too large difference between height and height, weld transition to the base metal is not smooth. 2) Welding surface defects: such as undercut, Weld, concave, overflowing, no penetration, surface porosity, surface cracks, etc. . 3) Weld internal defects: such as porosity, slag inclusion, cracks, non-fusion, tungsten inclusion, double-sided welding, such as the lack of penetration。 4) The properties of welded joint do not meet the requirements: the mechanical properties and corrosion resistance of welded joint are reduced because of over-heating and over-burning. 2. The damage of welding defects to welded components mainly includes the following a spects: 1) Cause stress concentration The distribution of stress in welded joint is very complex. Where there […]

Post-weld Heat Treatment is not Entirely Advantageous Post-weld heat treatment – Welding residual stress is caused by non-uniform temperature distribution, thermal expansion and contraction of weld metal, so it is inevitable to produce residual stress with welding construction. The most common method to eliminate residual stress is high-temperature tempering, in which the weldments are heated to a certain temperature and held for a certain time in a heat treatment furnace, taking advantage of the reduction of the yield limit of the material at high temperature, when the internal stress is high, the plastic flow will occur, the elastic deformation will decrease, and the plastic deformation will increase and the stress will decrease. 1) Selection of heat treatment methods The influence of post-weld heat treatment on tensile strength and creep limit of metal is related to the temperature and holding time of heat treatment. The effect of post-weld heat treatment on […]

Fault Mechanism and Detection Method of Rectifier Circuit Rectifier circuit is an indispensable part of electronic equipment,its main function is to convert AC power into DC power. However,in the course of use, may also have various faults. This paper will analyze the fault mechanism of the detail, and provide effective detection means. 1.Failure mechanism The fault of the rectifier circuit is mainly related to the rectifier diode, and there are two possible reasons: one is the destructive influence of the external circuit on the rectifier diode; The second is the quality of the rectifier diode itself. The rectifier diode may have two kinds of hard faults, such as open circuit and breakdown, and soft faults such as forward resistance increase and reverse resistance decrease, which will affect the working stability. 2.Key test points The key test point of the rectifier circuit is the output of the rectifier diode. By measuring […]

Why porosity / porosities often appear in welds? Reason 1: The gas is impure Porosity – Preventive measures: gas cylinders regularly clean, in the use of gas cylinders inverted 1-2 hours before opening the valve after the water after use. Reason 2: Surface Oil and rust Preventive measures: cleaning the surface of the workpiece before welding oil, rust, oxide, etc. . Can be used wire brush, shot blasting and other methods to remove. Reason 3: Blocked air passage or air leak Preventive measures: often check the gas system is blocked or gas leakage. Timely cleaning, maintenance or replacement, develop good operating habits. Reason 4: Seal weld without vent hole Prevention measures: butt welding will increase chamfer, the middle does not leave air gap. Leave out part of the weld without welding or until the workpiece cools before welding. Reason 5: Welding Torch angle is too small, air from the rear […]
Centrifugal Pump is Evacuated Phenomenon How to Do? Centrifugal pump in the practical application, there will always be a variety of conditions, one of the many reasons for centrifugal pump failure when the phenomenon of evacuation, always make you feel very headache. What if the centrifugal pump is evacuated? After the pump is pumped, or during the process of pumping1) The vibration of the pump body is large, and the dynamic and static rings of the mechanical seal will continue to intermittently collide, resulting in leakage, and the failure of the mechanical seal structure in serious cases;2) The compression of the dynamic and static ring of the mechanical seal is the sum of the medium pressure and the pretension force of the spring, when evacuated, the medium pressure will not be there, the contact pressure of the dynamic and static ring will become smaller, and the seal will fail;3) After […]

NDT – UT of Common Types of Defects Echo and False Defects Common Types of Defects Echo and False Defects: Porosity: The echo height of a single pore is low, the waveform is stable, and the reflected wave is approximately the same from all directions, and disappears with a slight movement of the probe. The dense pores are a group of reflected waves whose wave height varies with the size of the porosity. Dot inclusion: The echo signal of dot inclusion is similar to that of dot pore. The echo signal of slagging slag is zigzag, the reflectivity is low, the amplitude is not high, the waveform is often tree-like, there is a small peak on the side of the main peak, the amplitude changes when the probe moves, and it can be detected from all directions, the reflected waves vary in height. Non-penetration: In the thick double-sided weld, the […]
Rules and Causes of Overheating of Electrical Equipment 1. External thermal fault External thermal failure of electrical equipment mainly refers to the exposed joint due to poor crimping and other reasons, under the action of high current, the joint temperature increases, the contact resistance increases, and the vicious cycle causes hidden dangers. Such failures account for more than 90% of external thermal failures. Statistics of thousands of external thermal failures detected in recent years.The thermal failure of wire clamp and brake contact accounts for 77% of the entire external thermal failure. Their average temperature rise is about 30 ° C. The average temperature rise of other external joints is between 20-25 ° C. Combined with the detection experience , according to the number of temperature rises. External failures can be divided into three types: minor, general and serious. 2. Internal thermal failure The internal thermal failure of high voltage electrical […]
Briefly Analyz The State of Pump Outlet Valve Under normal circumstances, starting the centrifugal pump, according to the specification should first fill the pump chamber with media, close the outlet valve, and then open the pump, the purpose is: on the one hand to prevent the starting current is too large damage to the motor; On the other hand, prevent the instantaneous loss of pressure after starting the pump, resulting in pump cavitation. But many problems cannot be generalized! For low flow and low head pumps, closing or not closing the outlet valve is not a problem. For large pumps, the outlet is often slightly opened, in order to prevent the pressure difference between the front and back of the valve after starting, and the outlet valve is not easy to start, so slightly open the outlet valve opening. Some centrifugal pumps will open the outlet valve slightly due to […]

All Kinds of Welding Defects Diagram and How to Prevent Welding Defects Diagram and How to Prevent – Causes of incomplete penetration The main causes of non-penetration are: small groove angle, too narrow root gap or too thick blunt edge, improper selection of welding current is too small, line energy is small, welding speed is too fast. 1、Cold Crack The characteristics of cold cracks are mostly in the heat affected zone near the fusion line between weld bead and base metal, and most of them are transgranular cracks. Cold crack without oxidation color. Cold cracks occur at or with high carbon and alloy content. Cold cracks have a delayed nature, mainly delayed cracks. The quenching tendency of cold crack (and heat affected zone and fusion zone) is serious, resulting in quenching microstructure and embrittlement of joint. High hydrogen content, and gathered in place to form a large number of hydrogen […]
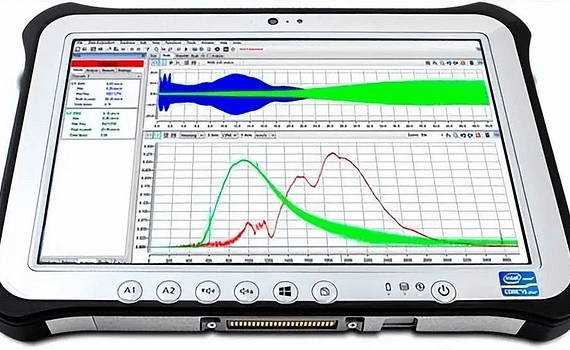
Six Steps of Vibration Analysis for Field Faults In the field fault analysis, first of all, we should have a macro understanding of the equipment, and get the surface cause according to the external characteristics. Then the mechanism analysis of its main vibration characteristics is carried out to judge the deep-seated reasons. 1. Understand the vibration history When the vibration of the machine increases suddenly or gradually, determine whether the vibration is stable during the period, if it is not stable, which parameters are associated with it, and so on. For example, the sudden increase of vibration may be the sudden unbalance of the rotor and the sudden weakening of the stiffness. Whether the amplitude instability is associated with load adjustment, temperature change, start and stop, etc. 2. Understand the maintenance situation If the vibration before and after the start of the maintenance, if the vibration before the maintenance is […]

Solenoid valve selection and working principle Solenoid valves are divided into three categories in principle: 1) Direct acting solenoid valve: Principle: When energized, the electromagnetic force generated by the electromagnetic coil lifts the closing part from the seat, and the valve opens; When the power is off, the electromagnetic force disappears, the spring presses the closing part on the seat, and the valve is closed. Features: It can work normally under vacuum, negative pressure and zero pressure, but the diameter is generally not more than 25mm. 2) Distributed direct acting solenoid valve: Principle: It is a combination of direct action and pilot principle, when there is no pressure difference between the inlet and the outlet, after the power is turned on, the electromagnetic force directly lifts the pilot small valve and the main valve closing part in turn, and the valve opens. When the inlet and outlet reach the starting […]
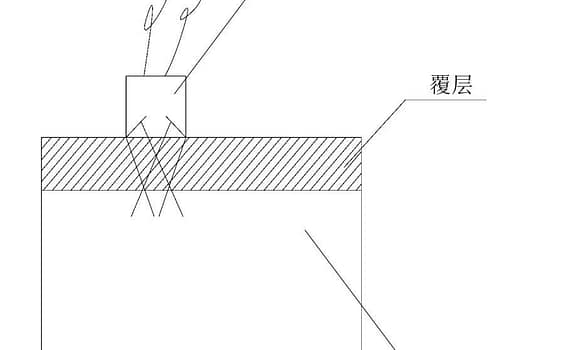
GB/T 41655-2022 “Non destructive Testing – Ultrasonic Testing – Welding, Rolling, and Explosive Composite Coating Testing Techniques” Process Method Interpretation The use of welding, rolling, and explosion processes can achieve metallurgical bonding of one or more metals with different chemical and mechanical properties at the interface to form composite materials. It can greatly improve the thermal expansion, strength, fracture toughness, impact toughness, wear resistance, electrical properties, magnetic properties, and many other properties of a single metal material. It can also be made into composite plates, composite strips, composite foils, composite pipes, composite rods, composite wires, composite profiles, etc. Therefore, such processes are widely used in petroleum, chemical industry, shipbuilding, metallurgy, mining, machinery manufacturing, power, water conservancy, transportation, environmental protection, pressure vessel manufacturing, food, brewing, pharmaceutical and other fields. The interface bonding state of metal composite materials has a significant impact on composite materials, and many composite material product standards classify […]